在双螺杆生产过程中,产品质量检测是确保产品符合标准的重要环节。首先进行外观检查,观察颗粒的形状是否规则、大小是否均匀,表面是否光滑,有无气泡、裂纹、杂质等缺陷。对于一些对外观要求较高的产品,如色母粒,外观检查尤为重要。然后进行性能测试,根据产品的用途和标准,测试其拉伸强度、断裂伸长率、熔融指数、密度等性能指标。例如,用于注塑成型的塑料颗粒,其熔融指数需要满足一定的范围,以保证在注塑过程中的流动性和成型效果。对于不合格产品,要详细记录并分析原因,可能是原料质量问题、工艺参数设置不当或设备故障等,根据分析结果及时调整工艺参数或改进原料配方,确保产品质量稳定。造粒机的螺杆通常采用高强度合金钢制成,以承受工作过程中的压力和摩擦力。江苏国产造粒机规格

机头是将旋转运动的塑料熔体转变为平行直线运动,并赋予塑料以必要成型压力的关键部件。机头由合金钢内套和碳素钢外套组成,内装有成型模具。塑料在机筒内经过充分塑化压实后,经多孔滤板沿一定流道通过机头脖颈流入机头成型模具。模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在压力作用下,在芯线周围形成连续密实的管状包覆层,实现产品成型。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置分流套筒;为消除塑料挤出时压力波动,也会设置均压环,确保成型质量稳定。江苏国产造粒机规格不同类型的造粒机适用于不同的物料和生产工艺,选择合适的造粒机至关重要。
双螺杆生产工艺在母粒制备中具有独特优势。母粒是一种将各种添加剂与基础树脂均匀混合制成的浓缩物,常用于塑料制品的着色、功能化等。在色母粒制备中,将颜料或染料与载体树脂通过双螺杆挤出机进行混合和造粒,双螺杆的强混炼能力可使颜料均匀分散在载体树脂中,生产出颜色均匀、色泽鲜艳的色母粒。在功能母粒制备中,如抗静电母粒、抗菌母粒等,双螺杆挤出机能够将功能助剂与基础树脂充分混合,保证功能母粒的性能稳定。通过调整双螺杆的工艺参数和配方,可以制备出不同性能和用途的母粒,满足塑料制品多样化的需求。
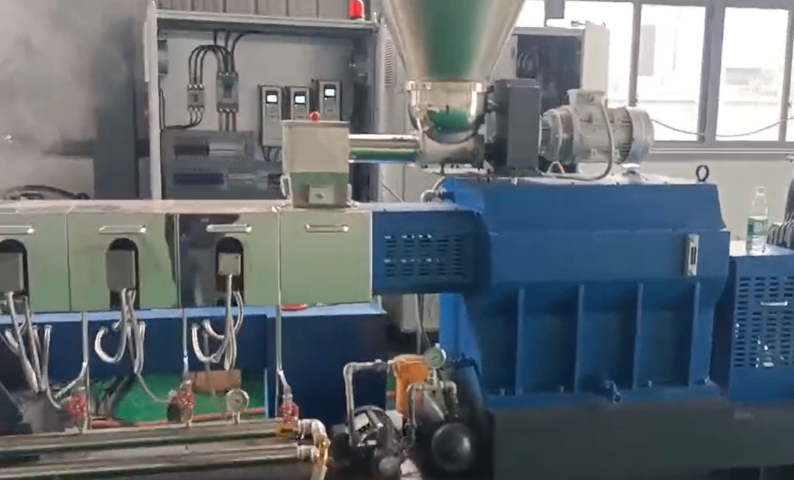
工作时,物料先通过自动提升机被送入双锥喂料机,接着锥双将物料强制均匀加入主机螺杆。在螺杆的压缩与剪切以及外加热的共同作用下,物料受到混炼和塑化,温度和压力逐步升高,呈现出粘流状态。随后,物料以一定的压力通过机头、挤出切粒,得到所需形状的粒子。在这个过程中,主机料筒采用电加热、水冷却的方式自动控制机筒温度,螺杆芯部可通水(油)冷却,以此控制螺杆温度。机头还装有测试熔温熔压的压力传感器,用于实时监测机头处物料的状态 。造粒机是一种将粉状、块状或糊状物料加工成颗粒状产品的机械设备。

操作单螺杆造粒机时,有诸多注意事项。严禁无关人员与设备操作员交谈,应由单人操作电控面板按钮。要定期检测电线电路绝缘效果,时刻留意机器警示牌内容。配电柜未断电前,非专业人员禁止打开柜门;切粒机完全静止前,切勿调整刀具。处理活动部位及料斗堵塞时,只能用塑料棍,避免用手或铁棍。接触高温部位要防止烫伤,捏合机工作时,严禁工作人员上半身伸入桶内探视或扒料。工作中若停电,应切断各电机电路并清理机内存料,防止物料碳化影响下次生产 。新型造粒机采用高效节能的加热系统和冷却系统,降低能源消耗。江苏国产造粒机规格
自动化造粒机能够实时监测和调整生产参数,提高生产效率和产品质量的稳定性。江苏国产造粒机规格
螺杆在单螺杆生产工艺里承担着重要职责,其独特的结构和精确的参数设定,是实现物料高效输送与完美塑化的关键。螺杆通常分为加料段、压缩段和均化段。加料段底径较小,主要功能是将原料平稳输送至后续阶段。其螺槽深度 h1 一般为 (0.12 - 0.14) D(D 为螺杆直径),螺旋升角 φ 常取 17°40′ ,这一参数设定能较好地满足不同物料的输送需求,确保原料顺利进入压缩段。进入压缩段,螺杆底径逐渐变化,螺槽深度变浅,对物料进行压实、熔融,并建立压力。压缩比 ε(ε=h1/h3,h3 为均化段螺槽深度)和长度 L2 是关键参数,它们的精确设置能保证物料充分熔融和压实。在加工聚丙烯(PP)时,通过合理调整压缩比和压缩段长度,可使 PP 原料在该段充分熔融,为均化段的进一步加工做好准备。均化段将压缩段已熔物料定量定温地挤到螺杆前端,此段螺槽深度 h3 一般为 (0.05 - 0.07) D ,进一步均匀塑化物料,稳定压力和温度,为机头挤出提供质量稳定的物料,保障产品的质量和性能。江苏国产造粒机规格
南京时代精工智能装备有限公司免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的商铺,信息的真实性、准确性和合法性由该信息的来源商铺所属企业完全负责。本站对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。
友情提醒: 建议您在购买相关产品前务必确认资质及产品质量,过低的价格有可能是虚假信息,请谨慎对待,谨防上当受骗。